

The Problem
Corrosion can be defined as the deterioration of a material, usually a metal, or its properties because of a reaction with its environment. Like a pest nibbling away at crops, it eats away at your products and like most pests, corrosion is natural and unavoidable. The good news is that corrosion resistant coatings can drastically slow it down or discourage it from starting in the first place.
One set of corrosive conditions comes from air pollution. Hydrogen sulfide is released into the air from processing forest products (such as pulp and paper), clay processing, rubber, waste water, and oil and gas, as well as geothermal regions. Ammonia is produced from agricultural regions, fertilizer manufacturing, food and beverage cleaning agents, and waste water processing. Sulfur dioxide is produced from the processing of cement, metals, and oil and gas, as well as power generation and tire manufacturing. Chlorine is produced from food and beverage cleaning agents, pulp and paper processing, and water processing.
Other sources of corrosion include liquids and solids found in industrial and other environments. Chloride ions are produced from food and beverage cleaning agents, pulp and paper processing, and water processing. Sodium chloride is produced from food processing, marine (being on the ocean), rubber processing, and sea coast regions (being near the ocean). Sodium hydroxide is produced from food and beverage cleaning agents, pulp and paper processing, soaps and detergent processing, and textile processing. Sodium carbonate is produced from glass processing, pulp and paper processing, and soaps and detergent processing. Sodium hypochlorite is produced from food and beverage cleaning agents. Nitrates are produced from fertilizer manufacturing and food processing. Even the all-too-familiar rust is a form of corrosion.
A study into the costs of corrosion was initiated by NACE International, mandated by the U.S. Congress in 1999, and conducted by CC Technologies Laboratories, Inc. with support from the U.S. Federal Highway Administration (FHWA) and NACE. The study, entitled “Corrosion Costs and Preventative Strategies in the United States” found that the total annual estimated direct cost of corrosion in the U.S. was $276 billion in 1998 and was approximately 3.1% of the nation’s Gross Domestic Product (GDP). In 2017 dollars, that much money would be close to $417 billion.
One flaw in the report was that it didn’t include costs of corrosion in electronics and telecommunications industries. The corrosion report supplement stated the following:
“Computers, integrated circuits, and microchips are exposed to a variety of environmental conditions, and corrosion manifests itself in several ways. It is also insidious and cannot be readily detected; therefore, when corrosion failure occurs, it is often dismissed as a product failure and the component is replaced. Although the cost of corrosion in this industry could not be estimated, it is believed that a significant part of all electric component failures is caused by corrosion.”
So as you can see, corrosive agents are all around us and if ignored, can lead to major problems down the line that can be costly.
Parylene Corrosion Resistant Coating to the Rescue
A protective barrier to defend electronics from the harsh conditions of chemical and physical corrosion is available in parylene [poly(para-xylylene)] based coatings with the best barrier performance found in parylene C [poly(chloro-para-xylylene)].
Parylene C performs very well in environmental tests known as Salt Fog, Flowers-of-Sulfur (FoS), and Mixed Flowing Gases (MFG). Salt Fog simulates a severe marine environment. FoS simulates sulfurous atmospheres from air pollution. MFG simulates and amplifies the types of gases that may be found in some industrial environments. Parylene also survives Vaporized Hydrogen Peroxide (VHP), a method used to decontaminate and sterilize areas suspected of biological contamination.
Figure 1 shows examples of electronics before and after being exposed to MFG and the non-coated and acrylic-coated (AR1) samples show signs of corrosion, while the parylene-coated (XY) sample doesn’t.
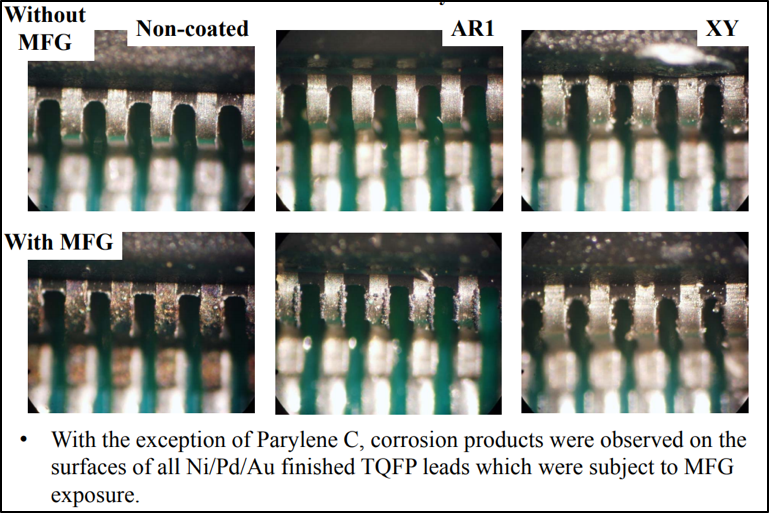
Figure 1. Courtesy of CALCE, University of Maryland.
The top row of images was before the samples were exposed to MFG and the bottom row is after MFG exposure. Ni/Pd/Au is a layered metal surface finish of nickel, then palladium, and finally gold, on the component leads that are typically made from Alloy 42, which is low thermal expansion metal nominally composed of iron (Fe) 58%, nickel (Ni) 41%, and manganese (Mn) 0.8%. TQFP describes an electronic component package type called a thin quad flat package.
The image on the left in Figure 2 shows an electronic component coated with silicone (SR). After it was exposed to MFG it shows signs of creep corrosion, while the parylene-coated (XY) component shown on the right in Figure 2 that was exposed to the same MFG conditions shows no evidence of being corroded.


Figure 2. Courtesy of CALCE, University of Maryland.
Parylene C also survives exposure to the corrosive liquids and solids mentioned above and many more types of corrosion. to most solvents and reagents used in processing electronics and other products, including (dilute / ~10 % concentration) acids, bases, and hydrogen peroxide, as well as organic solvents, such as acetone, isopropyl alcohol, n-octane, and toluene.
Preventing Corrosive Failure on Electronics
Parylene C provides a physical and dielectric (insulative) barrier that . One of the most common forms of corrosive solids contamination is dust. Some types of dust particles are actually salts that can contribute to corrosion on electronics. Salts and other hygroscopic particles absorb moisture from the air and can lead to corrosion.
One of the most common forms of corrosive failure on electronics is electrochemical migration (ECM) or dendritic growth. You can imagine them as stalagmites of metal that slowly grow on surfaces, sometimes even bridging the gap between two components which can lead to electrical shorts. An example of a dendrite is shown in Figure 3.

Figure 3. Courtesy of Clancy & Associates Technical Services LLC.
A copper dendrite grew from the right to the left lead, when there was moisture and salt present while the device was powered. The white material around the dendrite is sea salt.
ECM requires three things to be present to occur:
- 1. ions / salt
- 2. moisture
- 3. electrical bias
Without any one of those three, then ECM will be prevented. Ions come from salts from sweat and are most often placed on a product during handling. Ions can also come from the liquid and solid corrosion sources mentioned earlier, but more often the ions are residual acids used in soldering processes and are called flux or fluxes. Moisture comes from the air, handling, or being in water. Electrical bias comes from powering on a device. So, ions can be removed by cleaning your product and blocked from returning with a parylene coating. The presence of ions on a product can be seen with cleanliness testing, such as resistivity of solvent extract (ROSE) testing or ion chromatography (IC). Moisture can be blocked by coating with parylene, which is an excellent moisture barrier, much better than acrylates, epoxies, silicones, and urethanes as determined with water vapor transfer rate (WVTR) testing. To reduce all electrical bias, you’d have to never turn a device on, which is going to be a hard sell to your customers! If you start with a clean board, parylene solves the problem altogether.
Uniform Anti-Corrosion Protection
Parylene is a truly conformal coating, since it’s deposited as a vapor that lands on and begins building up a thin film that wraps around products with little to no change in thickness, even at tight corners, and ensures protection from corrosive environments. Think of it like thin layers of pastry dough, they remain light and airy before and after baking. Liquid conformal coatings, such as acrylates, epoxies, silicones, and urethanes typically leave the corners much thinner than the rest of the product, unless of course the coating is made so thick that it starts adding weight, size, and potentially stressing components due to differences in thermal expansion. These coatings are more akin to cake batter, which, because it’s so wet and heavy, settles into thick, heavy pools.
Figures 4 through 6 show examples of parylene’s coverage compared to more conventional conformal coatings. On the left in Figure 4, the darker areas are where the silicone (SR) coating has become thick and settled and the lighter areas, along the edges and corners, are where the coating is thin and not providing adequate coverage. The cross-sectional images on the left show that the silicone coating is thick and uneven. Alloy 42 is a low thermal expansion metal that was mentioned earlier in Figure 1 and is used for the lead frame (LF). On the right in Figure 4, the lighter corner of one lead is where the parylene (XY) coating was nicked during handling, but otherwise it’s evenly coated throughout. The cross-sectional images on the right show that the parylene coating is thin, even, and truly covers the entire surface, including the edges and corners.

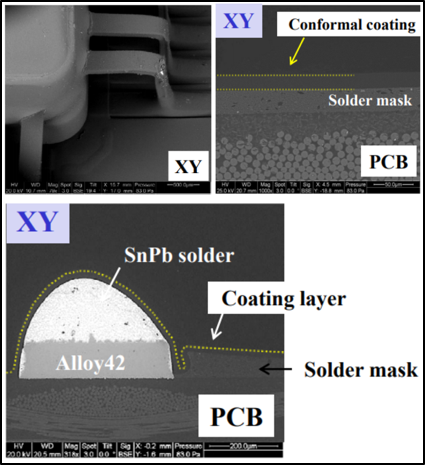
Figure 4. Courtesy of CALCE, University of Maryland.
On the left in Figure 5, the lighter edges on each of the leads shows where the silicone (SR) coating is thinly applied, while the darker surfaces are where the coating has settled. The cross-sectional image on the left shows that the silicone coating has very uneven coverage. On the right in Figure 5, there isn’t anything that stands out, which is good and indicates even coverage. The cross-sectional image on the right shows that the parylene coating wraps completely around the part and is nearly the same thickness all the way around.
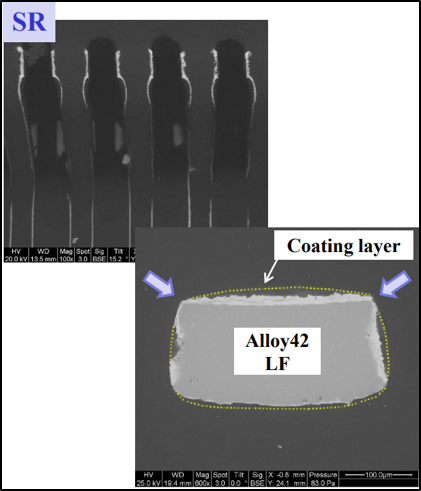
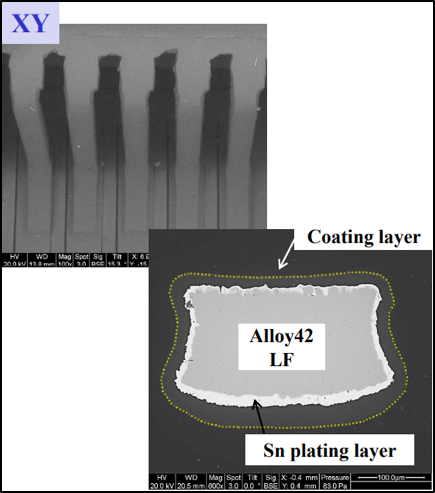
Figure 5. Courtesy of CALCE, University of Maryland.
On the left in Figure 5, the lighter edges on each of the leads shows where the silicone (SR) coating is thinly applied, while the darker surfaces are where the coating has settled. The cross-sectional image on the left shows that the silicone coating has very uneven coverage. On the right in Figure 5, there isn’t anything that stands out, which is good and indicates even coverage. The cross-sectional image on the right shows that the parylene coating wraps completely around the part and is nearly the same thickness all the way around.
In Figure 6, we see a conventional conformal coating has poor coverage where it’s thinner on the top corners, thicker on the top than the sides, and much, much thicker at the bottom. There’s also a bubble trapped underneath the component, showing the coating didn’t push all of the air out from underneath as the coating was deposited. With so much coating at the bottom, under the component, the coating may push up on the component or against the soldered leads as the electronic device is heated and after several hot-cold cycles, the coating may break the component’s connection to the board, creating an electrical open.
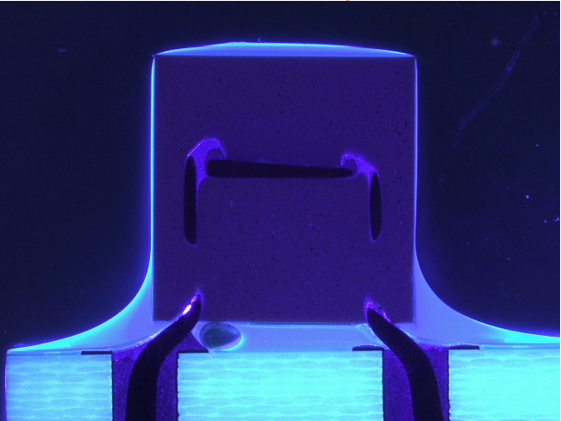
Figure 6. Courtesy of IPC and Rockwell Collins.
Sealing It Up
Corrosion is a very costly, natural process that can be significantly slowed down when you take the right precautions. Corrosive substances are all around us as gases, liquids, and solids. Parylene is the best corrosion resistant coating for protecting your products from even the most corrosive substances. While other coatings may say they’re viable protection methods, parylene is a truly conformal, highly chemically resistant barrier that has a well-established history with decades of, aerospace, defense, and industrial products industries. When you depend on something to work in a harsh environment, you can depend on parylene to keep it going.





Very informative article and it is great to know about this option I also agree that without corrosion ressistant any device cannot be fully protected a coating for metal is most important factor because it can make their lives lonager than usual.
Thanks for the comment. Corrosion is especially harmful in modern electronic devices. A little corrosion can do a lot of damage.